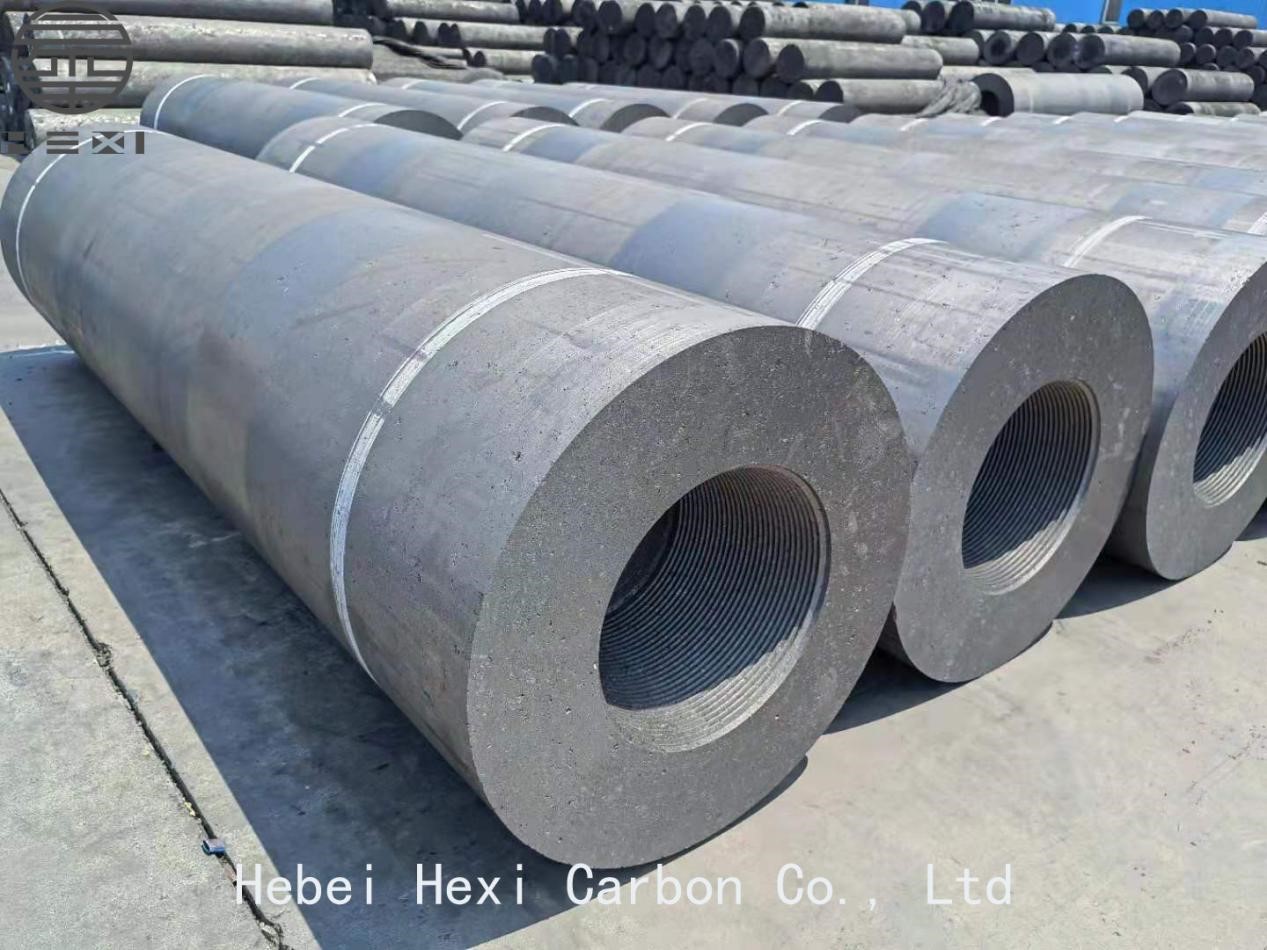
450mm大功率石墨电极
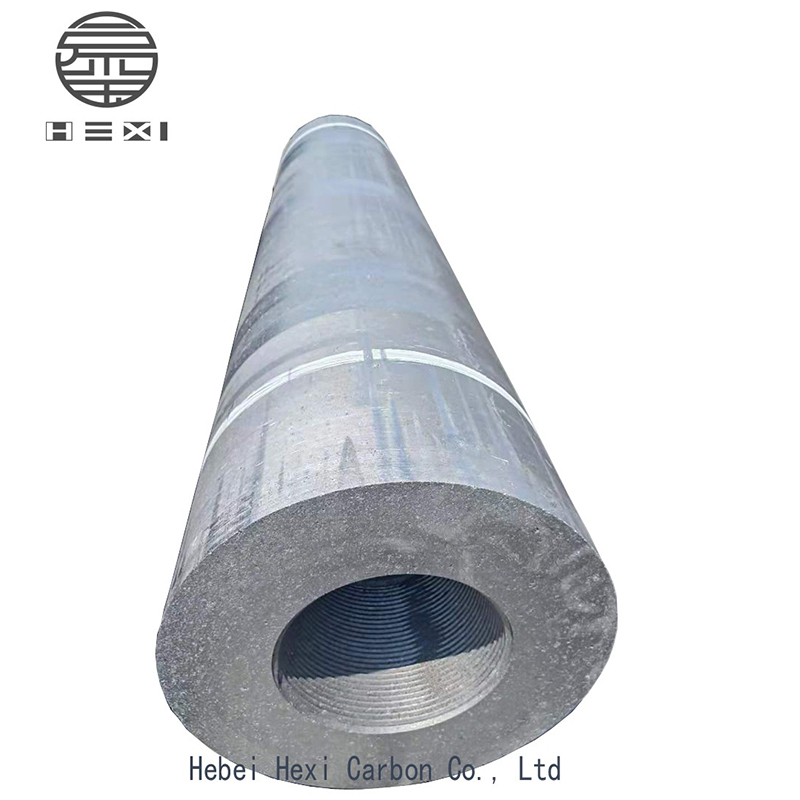
HP石墨电极主要由石油焦和针状焦制成,可承载电流密度18-25A/cm2。专为大功率电弧炉炼钢而设计。
|
典型特性 |
|||
|
特性 |
位置 |
单元 |
生命值 |
|
300-800mm |
|||
|
比电阻 |
身体 |
微米 |
5.8-6.6 |
|
乳头 |
4.2-5.0 |
||
|
本丁强度 |
身体 |
兆帕 |
10.0-13.0 |
|
乳头 |
18.0-22.0 |
||
|
杨氏模量 |
身体 |
注册会计师 |
8.0-12.0 |
|
乳头 |
14.0-16.0 |
||
|
堆积密度 |
身体 |
克/厘米³ |
1.62-1.66 |
|
乳头 |
1.74-1.80 |
||
|
热膨胀系数(100-600℃) |
身体 |
×10-6/℃ |
1.6-1.9 |
|
乳头 |
1.1-1.4 |
||
|
灰分含量 |
% |
0.3 |
|
降低电极消耗的方法
近年来,随着我国电炉炼钢行业的蓬勃发展,以及国内外专家学者对节能降耗的要求,总结出以下一些行之有效的办法:
1.喷水石墨电极的抗氧化机理
通过实验研究,证明在电极表面喷涂抗氧化溶液能更好地阻止石墨电极的侧面氧化,抗氧化能力提高6-7倍。采用这种方法后,熔炼一吨钢的电极消耗量下降到1.9-2.2kg。
2.空心电极
近年来,西欧和瑞典开始在铁合金矿炉的生产中使用空心电极。空心电极,圆柱形,内部一般是空的,用惰性气体密封。由于中空,烘烤条件得到改善,使电极强度更高。一般来说,它可以节省电极30%-40%,最多可达50%。
3.直流电弧炉
直流电弧炉是近年来国际上新开发的一种新型熔炼电弧炉。从国外公布的数据来看,直流电弧炉是降低电极消耗最有效的技术之一。一般可降低电极消耗40%~60%左右。据介绍,大型直流超高功率电炉石墨电极消耗量已降至1.6kg/t。
4.电极表面涂层技术
电极涂层技术是一种简单有效的降低电极消耗的技术,一般可降低电极消耗20%左右。常用的电极涂层材料有铝和各种陶瓷材料,在高温下具有很强的抗氧化性,能有效降低电极侧面的氧化消耗。电极涂层的方法主要是喷涂和研磨,其工艺简单,使用方便。它是保护电极最常用的方法。
5.浸渍电极
将电极浸入化学溶液中,使电极表面与药剂发生化学反应,提高电极的抗高温氧化能力。这种电极可降低电极消耗约10%~15%。